-
1 рельефная сварка
рельефная сварка
Контактная сварка, при которой сварное соединение получается на отдельных участках, обусловленных их геометрической формой, в том число по выступам.
[ ГОСТ 2601-84]
рельефная сварка
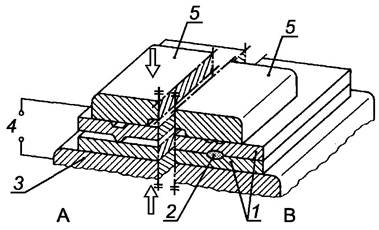
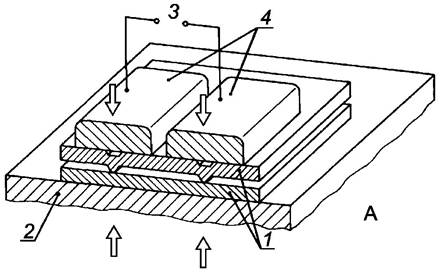
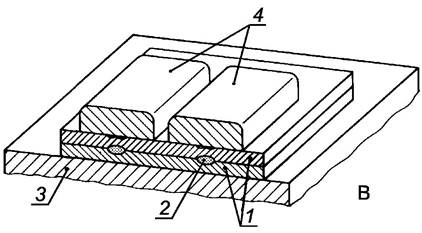
Контактная сварка, при которой сила и ток локализуются на выступе или выступах, расположенных на одной или нескольких сопрягаемых поверхностях и сплющивающихся при сварке (см. рисунок 25).
Примечание - Ток и сила обычно передаются через плиты, зажимы и захваты.
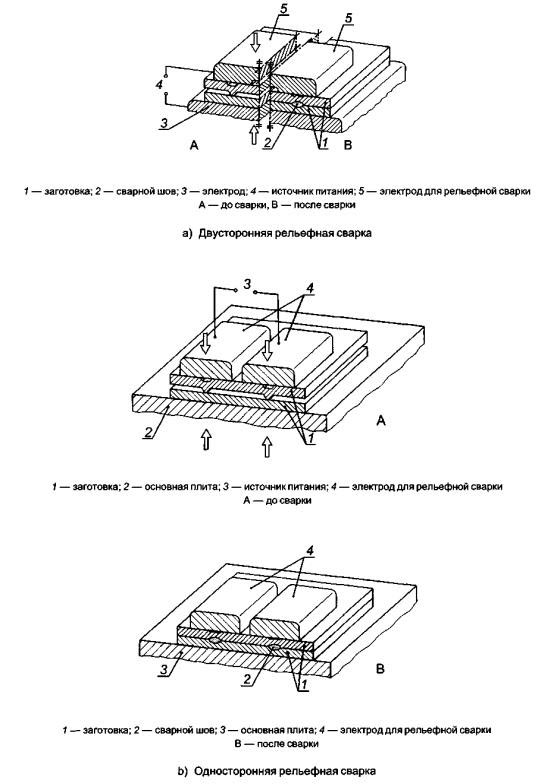
1 - заготовка; 2 - сварной шов; 3 - электрод; 4 - источник питания; 5 - электрод для рельефной сварки
А - до сварки; В - после сварки
а) Двусторонняя рельефная сварка
1 - заготовка; 2 - основная плита; 3 - источник питания; 4 - электрод для рельефной сварки
А - до сварки
1 - заготовка; 2 - сварной шов; 3 - основная плита; 4 - электрод для рельефной сварки
В - после сварки
а) Односторонняя рельефная сварка
Рисунок 25 - Рельефная сварка
[ ГОСТ Р ИСО 857-1-2009]Тематики
- сварка, резка, пайка
EN
DE
FR
4.1.7.7 рельефная сварка (23): Контактная сварка, при которой сила и ток локализуются на выступе или выступах, расположенных на одной или нескольких сопрягаемых поверхностях и сплющивающихся при сварке (см. рисунок 25).
Примечание - Ток и сила обычно передаются через плиты, зажимы и захваты.
1 - заготовка; 2 - сварной шов; 3 - электрод; 4 - источник питания; 5 - электрод для рельефной сварки
а) Двусторонняя рельефная сварка
1 - заготовка; 2 - основная плита; 3 - источник питания; 4 - электрод для рельефной сварки
1 - заготовка; 2 - сварной шов; 3 - основная плита; 4 - электрод для рельефной сварки
b) Односторонняя рельефная сварка
Рисунок 25 - Рельефная сварка
Источник: ГОСТ Р ИСО 857-1-2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения оригинал документа
Русско-английский словарь нормативно-технической терминологии > рельефная сварка
-
2 шовная сварка внахлестку
4.1.7.3 шовная сварка внахлестку (221): Контактная сварка, при которой усилие сжатия прикладывается непрерывно, ток течет непрерывно или прерывисто, детали располагаются между роликовыми электродами или роликовым электродом и электродом-оправкой, в результате чего образуется ряд отдельных сварных точек, которые частично перекрывают друг друга (см. рисунок 21).
Примечание - Ролики передают усилие и ток и вращаются постоянно при сварке непрерывного шва или вращаются по старт-стоп-программе при сварке прерывистого шва.

1 - сварочный ролик; 2 - сварной шов; 3 - деталь;
Рисунок 21 - Шовная сварка внахлестку
Источник: ГОСТ Р ИСО 857-1-2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения оригинал документа
Русско-английский словарь нормативно-технической терминологии > шовная сварка внахлестку
-
3 дуговая сварка плавящимся электродом
дуговая сварка плавящимся электродом
сварка плавящимся электродом
Дуговая сварка, выполняемая электродом, который, расплавляясь при сварке, служит присадочным металлом.
[ ГОСТ 2601-84]
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]Тематики
- сварка, резка, пайка
Синонимы
EN
DE
FR
- sondage MIG (MAG)
- soudage avec fil fusible soudage à l'arc par fusion d'électrode
- soudage à l’arc avec electrode consumable
4.2.4.2 дуговая сварка плавящимся электродом (101): Дуговая сварка, выполняемая расходуемым (плавящимся) электродом.
Источник: ГОСТ Р ИСО 857-1-2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения оригинал документа
Русско-английский словарь нормативно-технической терминологии > дуговая сварка плавящимся электродом
-
4 угар
угар
Потери металла на испарение и окисление при сварке.
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]
угар (в металлургии драгоценных металлов)
Потери драгоценного металла при термической обработке содержащего драгоценный металл изделия и/или промежуточного продукта металлургического производства, обусловленные образованием летучих соединений и/или паров драгоценного металла.
[ ГОСТ Р 52793-2007]
угар
Отходы производства, представляющие собой убыль массы материала (металл, волокно, пряжа) при его обработке.
Примечание
В ряде случаев угар относится к возвратным отходам (например угарная пряжа).
[ ГОСТ 30772-2001]Тематики
- металлы драгоценные
- ресурсосбережение, обращение с отходами
EN
DE
FR
Русско-английский словарь нормативно-технической терминологии > угар
-
5 сварочная ванна (металлургия)
сварочная ванна
Объем жидкого металла, образующийся при расплавлении основного и (в некоторых случаях) присадочного металлов при сварке плавлением для полного заполнения сварного шва.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > сварочная ванна (металлургия)
-
6 электрическая дуга (металлургия)
электрическая дуга
Один из типов самостоят. электрич. разряда в газах или парах, использ. для плавки металлов (дуговая печь) и восстановления их из руд (рудновосстановит. печь). Явление открыто в 1802 г. рус. ученым В. В. Петровым, описавшим осн. св-ва э. д.
Темп-pa анода обычно выше темп-ры катода, что используют в дуговых печах пост. тока при прямой полярности э. д. (электрод-катод, нагреваемый металл — анод). Темп-pa столба свободно-горящей э.д. достигает 5-10 тыс. К.
Э. д. для нагрева и расплавления металла при сварке наз. сварочной д.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > электрическая дуга (металлургия)
-
7 dissimilar metals weld
Англо-русский словарь промышленной и научной лексики > dissimilar metals weld
-
8 dissimilar-metal transition joint welding
Англо-русский словарь промышленной и научной лексики > dissimilar-metal transition joint welding
-
9 intermediate layer
промежуточный слой; промежуточное покрытие; подслой/слой, наносимый на поверхность детали перед основным покрытием для улучшения прочности сцепления с основойАнгло-русский словарь промышленной и научной лексики > intermediate layer
-
10 лазер (металлургия)
лазер
Устройство, которое испускает концентрированный поток электромагнитного излучения. Световые лучи лазера используются в металлообработке при плавлении, резании или сварке металлов; в менее сконцентрированной форме они иногда используются для исследования металла.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > лазер (металлургия)
-
11 сварка трением
cвapкa трением
Сварка с применением давления, при которой нагрев осуществляется трением, вызванным относительным перемещением свариваемых частей или инструмента.
[ ГОСТ 2601-84]
сварка трением
Сварка давлением, при которой поверхности разогреваются трением, обычно путем вращения одной или обеих заготовок в контакте друг с другом или путем вращения отдельного третьего тела; сварка завершается приложением ковочного усилия, обычно после прекращения вращения.
[ ГОСТ Р ИСО 857-1-2009]Тематики
- сварка, резка, пайка
EN
DE
FR
3.41 сварка трением (rotary friction welding): Способ сварки под действием сжимающей силы на свариваемые детали, одна из которых вращается относительно другой вокруг общей оси, что приводит к нагреву, пластической деформации и сварке соединяемых поверхностей.
Примечание - Применяют сварку трением при непосредственном приводе и инерционную сварку трением.
Источник: ГОСТ Р 54383-2011: Трубы стальные бурильные для нефтяной и газовой промышленности. Технические условия оригинал документа
4.1.6.7 сварка трением (42): Сварка давлением, при которой поверхности разогреваются трением, обычно путем вращения одной или обеих заготовок в контакте друг с другом или путем вращения отдельного третьего тела; сварка завершается приложением ковочного усилия, обычно после прекращения вращения.
Источник: ГОСТ Р ИСО 857-1-2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения оригинал документа
Русско-английский словарь нормативно-технической терминологии > сварка трением
-
12 сплавление
1) Geology: syntexis (в породах)2) Engineering: alloying (получение сплава), flash-off (при стыковой сварке), fusing, fusion, melt, meltback, melting3) Construction: melting together4) Mathematics: remelting5) Metallurgy: alloyage (разных металлов)6) Polygraphy: welding (поливинилхлорида)7) Oil: alloyage, interfusion, syntexis8) Automation: alloyage (металлов), alloying (металлов)9) Makarov: fuse -
13 адгезия (металлургия)
адгезия
Слипание разнородных тв. или жидких тел по поверхности их контакта. А. обусловлена межмолекулярным взаимодействием или хим. связью, характеризуется работой, затрачиваемой на разделение тел, отнесенной к площади поверхности их контакта. Следствие а. жидкости к поверхности тв. тела — смачивание. А. двух тв. тел невелика вследствие неизбежного наличия неровностей на поверхности и уступает а. тв. тела и жидкого или двух жидких тел. Частный случай а. — аутогезия проявляется при соприкосновении однородных тел. При а. сохраняется граница раздела фаз между телами. А. проявляется при коагуляции неметаллич. включений в жидких металлах и сплавах. В результате а. укрупняются неметаллич. включения, что способствует их выделению из металла в шлак. А. или смачивание неметаллич. включений жидким металлом может: а) препятствовать удалению включений из металла, если включения хорошо смачиваются расплавом металла (т.е. величина а. большая); б) способствовать удалению включений из металла, если включения плохо смачиваются расплавом металла (т.е. величина а. невелика).
При холодной сварке тв. металлы в пластич. состоянии соединяют под давлением. А. обусловливает сцепление гальванич. или иных покрытий (оксидных, сульфидных) на поверхности металлов для защиты изделий. А. широко используется при пайке, лужении, цинковании, нанесении лакокрасочных покрытий, предохраняющих металл от коррозии. А. имеет большое значение в порошковой металлургии при формировании и спекании изделий из металлических порошков, а также при создании разных композиционных материалов, в к-рых частицы того или иного вещ-ва соединяются с волокнами основы сплава. А. усиливается, когда поверхности тел электрически заряжены и при контакте образуется донорно-акцепторная связь. Усилить а. можно хим. очисткой поверхности, обезжириванием, вакуумированием, ионной бомбардировкой, воздействием эл.-магн. излучения.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > адгезия (металлургия)
-
14 гелий
гелий
He
Элемент VIII группы Периодич. системы; инертный газ; ат. н. 2, ат. м. 4,0026. Природный Не состоит из двух стабильных изотопов 3Не и 4Не.
Был открыт в 1871 г. франц. ученым Ж. Жан-сеном и англ, ученым Дж. Н. Локьером не на Земле, где его мало, а в атмосфере Солнца. На Земле Не впервые был выделен в 1895 г. англ, ученым У. Рамзаем из радиоакт. минерала клевета. На Земле Не мало: 1 м3 воздуха содержит всего 5,24 см3 Не. По распростран-ти же во Вселенной занимает второе место после водорода; на долю Не приходится -23 % космич. массы.
При норм, условиях Не — одноатомный газ без цвета и запаха, у = 0,17846 г/л, /„,„ = = 268,93 °С. Не - единств, элемент, который в жидком состоянии не отвердевает при норм. давлении, как бы глубоко его ни охлаждали. Получают его из He-содержащих природных газов (в наст, время эксплуатируются гл. обр. месторождения с > 0,1 % Не). От др. газов Не отделяют глубоким охлаждением, используя то, что он сжижается труднее всех остальных газов. Ввиду инертности Не широко применяют для создания защитной среды при плавке, резке и сварке активных металлов. Высокая теплопроводность Не используется для увеличения интенсивности охлаждения слитка при ВДП и др. рафинирующих переплавах: подается в зазор между слитком и водоохлаждаемым кристаллизатором.
[ http://metaltrade.ru/abc/a.htm]Тематики
Синонимы
- He
EN
Русско-английский словарь нормативно-технической терминологии > гелий
-
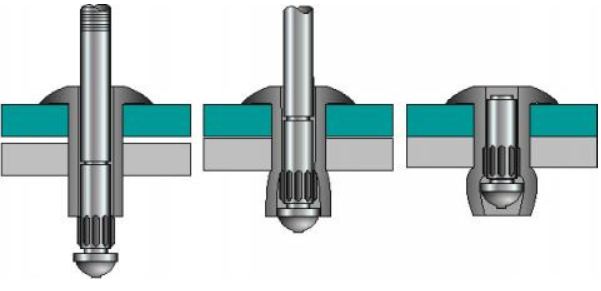
15 вытяжная заклепка
вытяжная заклепка
-
[Интент]
Заклепки вытяжные алюминиевые
Вытяжные заклепки относятся к разряду вспомогательных элементов, которые способны скреплять между собой несколько деталей. Данные заклепки характеризуются тем, что при их установке не требуется доступ с обеих сторон. Это значит, что они облегчат дополнительное соединение уже зафиксированного предмета. Заклепки незаменимы для крепления металлов, которые не подлежат сварке. Они способны уберечь металл от преждевременного повреждения и деформации. Вытяжные заклепки широко применяются в масштабном строительстве, в ремонте и конструкции машин, в электронике и многих других отраслях.
Помимо вытяжных заклепок, бывают комбинированные, резьбовые, полукруглые, потайные, подстроенные под установку при помощи молотка. В качестве материала для заклепок используется медь, сталь, алюминий, нержавейка.
Заклепки вытяжные алюминиевые выполнены из стали, однако соединяющим материалом служит алюминий. Вытяжная заклепка работает по принципу крепления двух элементов: заклепки из стального материала и алюминия. Обе заклепки выполняют неразъемное соединение конструкций из твердых материалов и тонких листов металла.
Изделие представляет собой тандем гильзы и стержня. Монтаж заклепок, независимо от материала их изготовления, осуществляется с использованием одной стороны. Заклепку необходимо лишь вставить в приготовленное отверстие и вытянуть стержень при помощи заклепочника. Таким образом, получается прочное прилегание деталей.
Вытяжные заклепки принято различать по типу бортика:
- заклепка со стандартным бортом является универсальной. Область ее применения довольно широкая;
- с потайным бортиком заклепка используется в том случае, когда головка не должна быть видна на поверхности основания после монтажа. Наносится на гладкую поверхность;
- заклепка с широким бортиком. За счет своих увеличенных параметров, бортик снизит давление на основание. Такие заклепки получили свое широкое использование в креплении изделий из деликатного материала.
[ Источник]
Тематики
EN
Русско-английский словарь нормативно-технической терминологии > вытяжная заклепка
-
16 сплавление
alloying, ( при стыковой сварке) flash-off, fusing, fusion, meltback* * *сплавле́ние с. ( разных металлов)
alloying; свар. fusionпо́лное сплавле́ние — complete fusion
См. также в других словарях:
Зона термического влияния при сварке — Зона сплавления 124. Зона термического влияния при сварке Участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке или наплавке Источник: ГОСТ 2601 84: Сварка металлов.… … Словарь-справочник терминов нормативно-технической документации
Грат при сварке — Осaдкa 132. Грат при сварке Металл, выдавленный за счет осадки при сварке Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
Коэффициент потерь при сварке — Коэффициент наплавки 138. Коэффициент потерь при сварке Коэффициент, выраженный отношением потерь металла при сварке на угар и разбрызгивание к массе расплавленного присадочного металла Источник: ГОСТ 2601 84: Сварка металлов. Термины и… … Словарь-справочник терминов нормативно-технической документации
Осадка при сварке — 131. Осадка при сварке Операция местной пластической деформации свариваемых частей при сварке с применением давления Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
Проход при сварке — 98. Проход при сварке Однократное перемещение в одном направлении источника тепла при сварке и (или) наплавке Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
Угар при сварке — Грат 133. Угар при сварке Потери металла на испарение и окисление при сварке Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
Зона сплавления при сварке — 123. Зона сплавления при сварке Зона частично сплавившихся зерен на границе основного металла и металла шва Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
Коэффициент наплавки при сварке — 137. Коэффициент наплавки при сварке Коэффициент, выраженный отношением массы металла, наплавленной за единицу времени горения дуги, отнесенной к единице сварочного тока Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 2601-84: Сварка металлов. Термины и определения основных понятий — Терминология ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа: 47. Cвapкa трением Сварка с применением давления, при которой нагрев осуществляется трением, вызванным относительным перемещением свариваемых… … Словарь-справочник терминов нормативно-технической документации
СТО Газпром 2-2.2-136-2007: Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть I — Терминология СТО Газпром 2 2.2 136 2007: Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть I: 3.1.1 автоматическая сварка: Дуговая сварка, при которой возбуждение дуги, подача сварочной… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р ИСО 857-1-2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения — Терминология ГОСТ Р ИСО 857 1 2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения оригинал документа: 6.4 автоматическая сварка: Сварка, при которой все операции механизированы (см. таблицу 1).… … Словарь-справочник терминов нормативно-технической документации